
根据前文分析,机械密封磨损的直接原因为含沙海水冲洗机械密封,其根本原因在于:外接冲洗水压力小于机械密封腔压力,从而导致海水进入自冲洗机械密封。 因此,需要以增大外接冲洗水压力为主要方式来改善机械密封的磨损。
本文主要从直接增大外接冲洗水压力和间接增大外接冲洗水压力两方面进行分析。
1、直接增大外接冲洗水压力(源头改造)
根据现场实际情况,直接增大外接冲洗水压力主要从生产水分配系统源头(即生产水泵组)进行实施。
厂用水泵机械密封冲洗水水源来自生产水分配系统,生产水分配系统的动力主要来自生产水泵,生产水泵设计流量100 m3/h,扬程70 m。 理想情况下,泵的出口压力能满足厂用水机械密封冲洗水的要求,但预处理水厂与循泵房之间管道较长、支路较多、阀门较多等众多因素导致生产水至厂用水泵机械密封处的压力小于0.55 MPa。
因生产水分配系统至厂用水泵机械密封处没有压力表,故厂用水泵机械密封处的压力具体数值无法得知,但生产水分配系统至循泵导轴承密封水处设置有压力表,压力值为0.35~0.4 MPa,两者距离较近,且共用绝大部分管道和阀门,此数值近似等于厂用水泵机械密封处的压力,故预处理水厂至厂用水泵机械密封冲洗口处的zui大压力损失为:
ΔP=0.75-0.35=0.4 MPa
P=ΔP+0.55=0.95 MPa
需要提高生产水泵的出口压力P来满足厂用水泵机械密封冲洗水压力要求,考虑到出口压力高的同时,压力损失ΔP也会变大,因此可采用95 m扬程的离心泵来满足要求。
2、间接增大外接冲洗水压力(机械密封改造)
根据现场实际情况,间接增大外接冲洗水压力主要从机械密封改造方面进行实施。
厂用水泵机械密封的冲洗,一路为自冲洗,另一路为反冲洗,形成自冲洗、反冲洗的重要原因在于厂用水泵出口压力大于机械密封冲洗水压力。 因此,需要一种外接冲洗水进入到机械密封腔室后,机械密封能够实现对冲洗水加压的机构,最终使机械密封腔室出口处压力大于泵出口压力。
目前市场上带有螺旋结构的机械密封,其冲洗水一般为介质内循环,因此螺旋结构的参数要求不高,只需略微增压即可增加流体流动,从而实现密封面的冷却。根据以上分析及调研,可以在机械密封下方增加螺旋密封来实现对冲洗水加压,如图2所示。
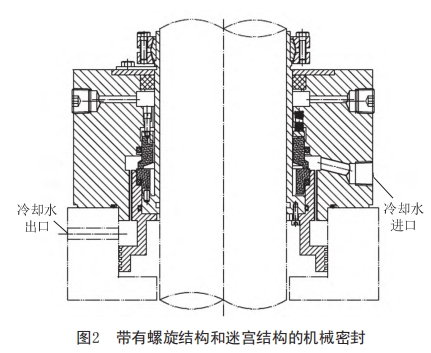
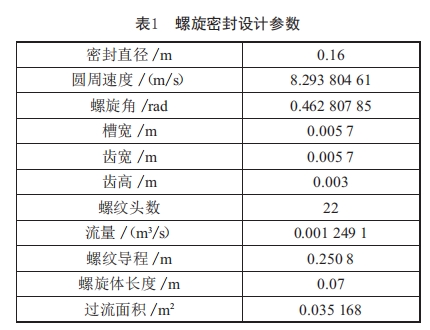
螺旋密封又称为“ 粘性密封”,是一种利用流体动压反输的非接触密封装置。 当轴上螺旋槽(可以简单理解为泵的叶轮)浸没在流体介质中时,该轴与流体介质构成固体螺杆与“ 流体螺母(流体齿条)”的啮合,当固体螺杆旋转时,螺杆与流体螺母之间呈相对运动,流体螺母被连续不断地驱往所希望的一侧,从而实现密封功能。 其主要参数主要包括密封半径间隙、密封直径、密封长、转动速度、螺纹头数、螺旋结构截面形状、螺旋方向等,通过优化参数之间的关系(具体参数如表1所示),可以使压差达到0.17 MPa,从而使0.4 MPa的冲洗水通过螺旋结构泵送效应增压至0.57 MPa,大于泵出口压力(0.5~0.55 MPa)。
以上内容摘自网络,如侵删!

手机扫一扫添加微信

服务热线
0311-87316999
 新闻资讯
新闻资讯 