
前一篇文章分析了引起阀门填料函出现外漏的原因,在不改变现场开关球阀填料函结构和阀杆的前提下,结合现场维修经验,对填料结构进行调整。现场该类问题阀门均采用 PTFE 填料,摩擦系数小,对各种化学介质、酸、碱等流体都有很好的密封性和适用性。按照填料密封时的压力分布理论得知:填料压盖在施加给填料预紧力的过程中,真正起到密封力的只有上面的1~2层填料,因为第一层填料在受到压盖的预紧力后产生轴向变形,填料在预紧力作用下再发生径向变形,填料与阀杆及与填料函内壁发生挤压而变形,填料与阀杆及填料函内壁形成密封,预紧力在填料密封过程中逐层消耗不断地减小,下面的填料受力越少,变形越小,同时密封性也就越差。阀门填料的压力分布如图2所示[5]。

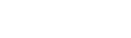
真正起到密封的,只有填料函上部的1~3层填料[6]。尤其是 PTFE 软填料密封,进入密封间隙的介质压力根据介质种类和压力大小的不同,呈现抛物线或对数曲线规律分布,介质压力大处,填料的径向压力小,为了使底层填料的密封比压等于或超过介质压力而提升密封性,目前可以通过增加填料压盖的压紧力或针对填料做出结构调整,使其径向密封力提升[7]。现场采用填料结构调整措施,将原有的 V 型填料底部修改为 U型填料后,在填料压盖的预紧力作用下,进一步释放了填料的变形能力,提高填料的径向密封压力。改进前后的填料型式对比如图3所示。
根据填料密封时的压力分布理论和 U 型填料的性能测试,得出填料的径向压力,即主密封压力[8]计算如式(1)~式(2)所示:

式中:pr———填料径向压力,MPa;p0———填料压盖处压力,MPa;d1———阀杆直径,m;d0———填料函孔径,m;S———填料函深度,m;μ1———填料与阀杆间的动摩擦系数,取值为0.04[8];μ2———填料与压盖间的静摩擦系数,取值为1;pi———介质的压力,MPa;K———填料的柔软性系数,取值为0.6[8]; μUC———填料与轴表面,填料与填料腔内壁的摩擦系数,取值为0.04;h———填料的厚度,外径-内径后的尺寸,m,取值为0.006m。
由(2)式可知,压盖的预紧力与介质的压力成正比,同时,当K 值越小,接触宽度越大,以及h 很小时,压盖的预紧力就越大。以实际工况参数为例,介质表压压力为0.7MPa,阀杆直径为32mm,填料函孔径为39mm,代入式(1)和式(2)计算,得到填料与阀杆及填料函的径向密封力为p0 =1.0148Mpa,p1 =7.888MPa。
经过填料密封力的核算,填料的径向密封力远大于介质的内压力,而且径向密封压力远小于PTFE无滑动摩擦的许用比压17.5MPa和有滑动摩擦的许用比压8.75 MPa[9],更小于阀体材料WCB的屈服强度250MPa[10],按照上述分析和计算的结果,将出现外漏问题的开关球阀填料做结构调整,全部更换为 U 型结构的PTFE填料。
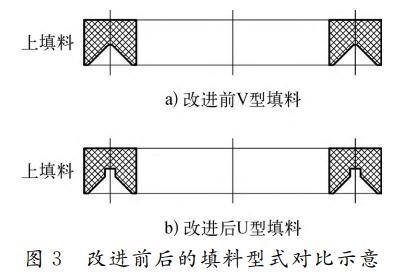
考虑到开关球阀在使用过程中由于填料磨损或应力松弛等因素,容易造成填料密封比压的下降,引起填料函处介质的外漏,因此在填料压盖下方增加了碟形弹簧的预紧措施[11],既保证了填料足够的预紧力,又有效地增加了密封比压,降低了现场仪表人员对填料位置的维护量,确保填料函密封可靠。碟簧安装如图4所示。采用 U 型填料后,经过一年多的安全运行,后续再没有出现填料函外漏的问题,该方案的实施有效解决了开关球阀介质外漏的问题,满足了实际工况的需求。
参考文献:
[5] 吴国熙.调节阀使用与维修[M].北 京:化学工业出版社,1999:47 49.
[6] 马健.阀门填料的密封机理和检修过程控制[J].阀门,2005(04):33 35.
[7] 杜兆年,赵兴燕,陈明义.阀杆填料密封性能分析及结构调整[J].阀门,1996(04):9 12.
[8] 徐灏.密封[M].北京:冶金工业出版社,2005:94 100.
[9] 陆培文.实用阀门设计手册[M].北京:机械工业出版社,2012:770.
[10] ASTM.Standardspecificationforsteelcastings,carbon,suitableforfusion welding,forhigh-temperatureservice:A216/A216M—2007[S].USA:ASTM,2007.
[11] 万胜军,王行红.阀杆填料密封结构的分析与研究[J].阀门,2002(06):12 14.
以上内容摘自网络,如侵删!

手机扫一扫添加微信

服务热线
0311-87316999
 新闻资讯
新闻资讯 