
针对化工离心泵机械密封失效造成的运行故障和安全隐患,上一篇文章从机械密封失效模式和根本原因两个方面进行分析,本文通过构建出包括拆卸检查、精密安装和系统调试的标准检修工艺流程,对失效机理分析和标准化作业,提出以精准诊断、关键尺寸控制为主的检修方法,为化工离心泵机械密封的可靠运行和寿命延长提供了一种系统的检修方法,以供参考。
1、检修前的准备
检修前的工作要达到系统性的要求,必须严格按照能量隔离程序来执行。作业人员要按照上锁挂牌的规定,对泵的动力源、物料管线、伴热系统等进行隔离、泄压,之后要完全置换泵腔、密封腔内残余的工艺介质,清洗干净后才能达到动火作业和进入受限空间的安全要求,并备齐必要个人防护用品和现场应急器材。技术准备部分,应该参照设备图纸和历史检修记录核对将要更换的机械密封型号、材质及主要尺寸,保证备件的技术参数完全符合要求,同时,准备齐全的专用工具,如液压拉伸器、激光对中仪、百分表、力矩扳手等。另外,在拆卸前要记录泵的原始状态数据,即联轴器对中值、轴的窜动量和跳动量、设备螺栓的原始标识位置、密封压盖的初始压缩尺寸,这些数据是后续诊断和精确回装不可缺少的基准。
2、旧机械密封的拆卸与检查
旧机械密封拆卸应按照由外到内、分步有序的原则进行,严禁使用蛮力敲击,先拆下外部的附属管线和护罩,再用专用工具均匀松开并拆除密封压盖螺栓,在取出整个密封组件时要注意保持其完整性,防止人为破坏而影响失效分析。拆卸后应对所有的部件进行系统的检查和测量,对动、静环密封端面,在洁净的环境下用光学平晶或者高精度平面仪检查其平面度和光洁度,识别磨损形态、热裂纹、腐蚀痕迹。
精确测量弹簧的自由长度和工作长度,计算剩余弹力,检查有无断裂、腐蚀,对所有的 O 形圈、楔形圈等辅助密封件进行弹性、硬度变化和表面有无永久压痕、溶胀、裂纹的评估。同时还要检查轴或轴套的配合表面磨损、密封腔体的腐蚀和结垢情况。所有的检查结果都应该详细记录,并与前文所描述的失效模式进行关联分析,确定本次失效的根本原因。
3、 新机械密封的安装工艺
新机械密封的安装是检修工艺的关键,质量的好坏直接影响密封的使用寿命,安装环境必须洁净,所有部件、轴径、密封腔体均要用无机纤维布和专用溶剂清洗干净并干燥。
首先,要做试装,不涂润滑剂的情况下核对各部件的配合尺寸,尤其是轴套和轴、静环和压盖之间的间隙,确保符合设计要求。安装时在轴肩、轴套台阶、所有 O 形圈接触表面涂上规定的润滑脂或者硅油,减小初始摩擦、防止密封圈的扭结。
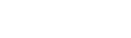
其次,安装顺序应按产品说明书,一般先将静环组件与压盖稳妥装配,再将动环组件、弹簧座等依次安装到轴上,关键控制点是精确设定并保证弹簧的工作压缩量,数值必须严格按照技术文件执行,如表 1所示。过大容易造成端面比压过高而加速磨损,过小则不能形成稳定的密封液膜,所有的紧固作业都要用力矩扳手按对角线顺序分步均匀拧紧,保证载荷分布均匀,防止密封压盖变形。
4、复装与调试
密封安装完毕之后是系统复装和调试。首先,将带静环的压盖组件小心套入,使动环和静环端面在非受压状态下平行接触。其次,分步骤均匀地紧固压盖螺栓,过程中要用手盘动齿轮箱转动,感受转动阻力是否均匀顺滑,初步判断有无异常接触或卡涩。最后,复装完毕后必须用百分表重新测量转子的轴向总窜量和半窜量,保证其在允许范围内,这是防止运行中由于轴向位移造成密封失效的重要步骤。
将联轴器安装好的同时,使用激光对中仪做精密对中,其径向和轴向偏差值要达到制造商规定的更高精度标准,试车一定要遵循分段进行的原则,先进行点动操作来确认转向无误。接着,开展无负荷运行工作,监测振动、噪音及轴承温度,无异常情况后才可以逐步加载到正常工况。在整个调试过程中,要密切留意密封压盖处有无微量渗漏或者异常发热状况,同时记录好所有的运行参数,用其作为检修工作闭环及未来状态评估依据。
5、 检修工艺的优化措施
在检修工艺的优化措施中,关键是依靠数字化和标准化手段来提高作业精度与可靠性,首先,引入高精度数字化工具,如用激光对中仪替换传统量表来把对中精度稳定控制在 0.05 mm 以内,并且采用液压拉伸器等专用工具实现螺栓力矩精确且均匀加载,从根源上消除人为误差与安装损伤 。其次,推动预测性维修转型,通过在关键机泵密封腔附近布置振动与温度传感器实时监测设备状态频谱,实现对轴承磨损、转子不平衡及干摩擦等早期故障预警,进而把维修模式从被动抢修转变为基于数据的主动干预。最后,建立标准化检修作业程序与可视化作业指导书,将关键步骤、技术标准及质量控制点进行固化,并且构建包含典型失效案例与处理方案的知识库,通过持续的数据统计分析来迭代优化检修标准,系统提升维修工艺一致性与组织技术能力。
以上内容摘自网络,如侵删!
OTHELLO(奥赛罗)泵用机械密封结构形式:单端面和双端面、散装式和集装式,弹簧式和波纹管式等,适用于旋转轴的动密封,密封性能好,无磨损、功耗低,使用寿命长。广泛使用在高低温、高压、高速的清水、腐蚀性介质、含颗粒介质等工况。咨询致电:0311-87316999

手机扫一扫添加微信

服务热线
0311-87316999
 新闻资讯
新闻资讯 